
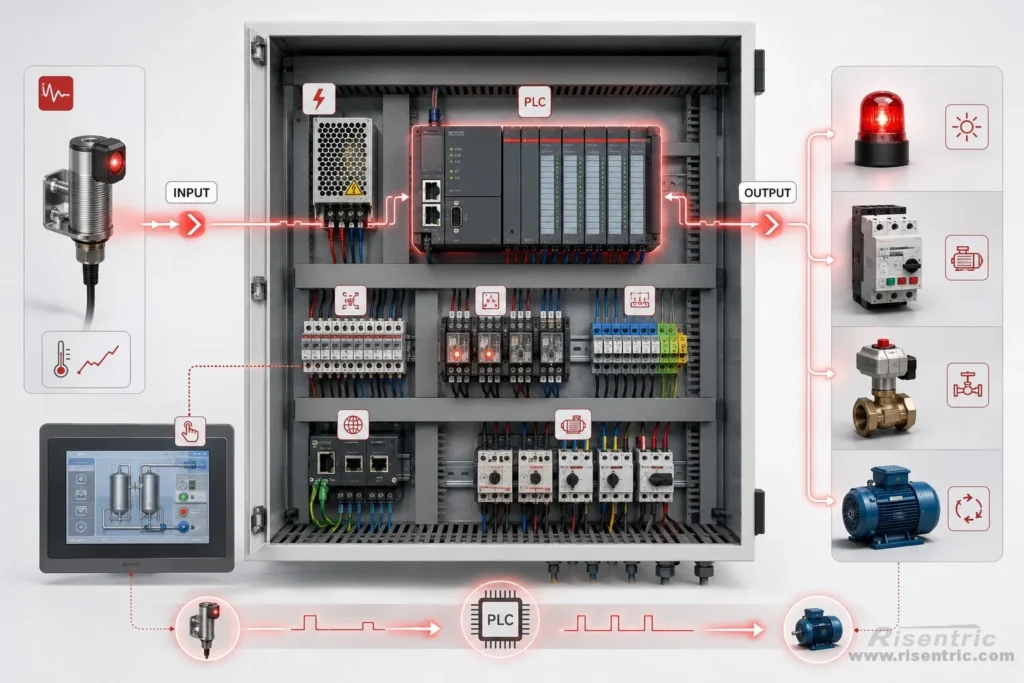
Une armoire de commande PLC peut sembler complexe de l’extérieur. L’intérieur du coffret peut contenir un CPU, des modules d’E/S, des bornes, des relais, des ports de communication, une IHM et des connexions MCC.
Mais l’idée de base est simple.
Une armoire de commande PLC permet à une partie d’un système de réagir automatiquement en fonction de l’état d’une autre partie :
- Un capteur détecte une condition.
- Le PLC traite l’information.
- Un autre appareil reçoit la commande et agit.
Cet article explique la structure d’une armoire de commande PLC d’un point de vue pratique : comment les signaux de terrain entrent dans l’armoire, comment le PLC les interprète et comment le système transforme ces signaux en contrôle automatique.
Pourquoi avons-nous besoin d’un PLC ?

La raison fondamentale d’utiliser un PLC est simple :
Un PLC permet à une partie d’un système de réagir automatiquement en fonction de l’état d’une autre partie.
Par exemple :
- Si le niveau d’eau est bas, démarrer la pompe.
- Si la pression est trop élevée, arrêter le moteur.
- Si une machine n’est pas prête, empêcher le démarrage de la machine suivante.
Sans PLC, beaucoup de ces actions devraient être effectuées manuellement ou par une logique de relais complexe.
Avec un PLC, le système peut collecter des signaux, évaluer des conditions et envoyer des commandes automatiquement.
C’est le véritable objectif de l’armoire de commande PLC.
Les composants à l’intérieur de l’armoire sont tous utilisés pour atteindre cet objectif.
- Entrées — pour savoir ce qui se passe
- CPU / programme — pour décider de ce qui doit se passer
- Sorties — pour faire en sorte que quelque chose se passe
- Communication — pour échanger des informations plus complexes
- IHM — pour permettre aux personnes de surveiller ou de modifier les paramètres
- Intégration MCC — pour commander les équipements de puissance moteur réels
Éléments clés d’une armoire de commande PLC
Pour comprendre le fonctionnement d’une armoire de commande PLC, il est utile d’examiner les principales parties à l’intérieur du système.
CPU principal du PLC

Le CPU du PLC est le cerveau de l’armoire de commande.
Il est similaire au processeur d’un ordinateur portable ou d’un ordinateur. Le processeur d’un ordinateur reçoit des informations du clavier, de la souris, du stockage et des logiciels, les traite, puis produit un résultat sur l’écran ou via un autre périphérique.
Un CPU de PLC fonctionne de manière similaire, mais pour le contrôle industriel.
Il reçoit des informations d’entrée provenant de capteurs, d’interrupteurs, d’instruments, de départs MCC, de variateurs de vitesse (VFD) et d’autres appareils de terrain. Ensuite, il traite ces informations selon le programme du PLC. Après avoir vérifié la logique, il envoie des commandes de sortie aux relais, contacteurs, VFD, voyants, alarmes, vannes ou autres équipements.
Par exemple, si un capteur de niveau indique au PLC que le niveau d’eau est bas, le CPU vérifie la logique du programme. Si le système est en mode automatique, que le disjoncteur est fermé, qu’il n’y a pas de défaut et que la pompe est autorisée à fonctionner, le CPU du PLC envoie une commande de démarrage au MCC ou au VFD.
Le CPU remplit donc trois fonctions importantes :
- Il reçoit des informations du terrain.
- Il prend des décisions selon le programme.
- Il envoie des commandes pour faire réagir le système.
Dans certains systèmes PLC compacts, le CPU et l’IHM peuvent être intégrés dans le même appareil. Dans d’autres systèmes, le CPU est uniquement le contrôleur, tandis que l’IHM est installée séparément sur la porte de l’armoire.
Pour la conception de l’armoire, le CPU est crucial car il détermine la plateforme de contrôle, le logiciel de programmation, les options de communication, la capacité d’extension et la structure de l’ensemble du système de contrôle.
Section des E/S numériques

Les E/S numériques sont utilisées pour les signaux simples de type MARCHE/ARRÊT.
On les appelle numériques car le signal n’a que deux états :
1 ou 0
MARCHE ou ARRÊT
Oui ou Non
Ouvert ou Fermé
En marche ou Arrêté
Défaut ou Normal
En d’autres termes, les E/S numériques ne décrivent pas une valeur changeante comme la pression, la température ou la vitesse. Elles indiquent seulement au PLC si une condition existe ou non.
Une entrée numérique est un signal reçu par le PLC.
Par exemple, le PLC peut recevoir ces signaux :
- Disjoncteur fermé ou ouvert
- Contacteur en marche ou arrêté
- Déclenchement de surcharge ou normal
- Défaut VFD ou normal
Ces signaux aident le PLC à comprendre l’état actuel du système.
Une sortie numérique est une commande envoyée par le PLC.
Par exemple, le PLC peut envoyer ces commandes :
- Démarrer le moteur
- Arrêter le moteur
- Réinitialiser le défaut
- Allumer un voyant d’alarme
Les E/S numériques constituent donc le langage de signalisation de base entre le PLC et les appareils de terrain.
L’appareil de terrain indique une condition au PLC avec un 1 ou 0.
Le PLC renvoie une commande avec un 1 ou 0.
Section des E/S analogiques

Les E/S analogiques sont utilisées pour les signaux qui changent continuellement.
Les E/S numériques sont simples : c’est seulement 1 ou 0, MARCHE ou ARRÊT.
Les E/S analogiques sont différentes. Elles sont utilisées lorsque le PLC doit comprendre une condition réelle changeante, telle que la température, la pression, le niveau, le débit, le courant, la tension ou la vitesse.
Un bon exemple est un capteur de température tel qu’un RTD ou une thermistance.
Le capteur lui-même ne « connaît » pas réellement la température. Il n’envoie pas directement au PLC un message disant « la température est de 60 °C ». Au lieu de cela, c’est la condition physique qui change d’abord.
Lorsque la température change, la résistance du capteur change. Ce changement de résistance est une condition analogique. Elle peut varier continuellement, et pas seulement entre deux états fixes.
Le module d’entrée analogique mesure ce changement électrique. À l’intérieur du module, un convertisseur A/N convertit le signal analogique en un nombre numérique. Le CPU du PLC reçoit ensuite ce nombre et l’utilise dans le programme de commande.
En termes simples :
Changement de température → changement de résistance → mesure analogique → conversion A/N → nombre numérique à l’intérieur du PLC
Après cela, le programme du PLC ou la configuration du module peut mettre le nombre à l’échelle pour obtenir une valeur d’ingénierie réelle, telle que 35 °C, 60 °C ou 90 °C.
L’entrée analogique ne consiste donc pas seulement à « lire la température ». Plus précisément, il s’agit de convertir un changement physique réel en un nombre que le CPU du PLC peut comprendre.
En termes simples :
L’entrée analogique aide le PLC à comprendre les conditions changeantes du monde réel.
La sortie analogique aide le PLC à commander des équipements à sortie variable.
Section Communication

Tous les signaux ne sont pas câblés.
Un PLC peut communiquer avec des VFD, des compteurs d’énergie, des relais de protection, des modules d’E/S déportés, des instruments, une IHM ou des systèmes SCADA via la communication.
Les méthodes de communication courantes incluent Ethernet, RS485, Modbus RTU, Modbus TCP, Profinet, Profibus et d’autres protocoles industriels.
Par exemple, le RS485 peut être utilisé pour la communication avec des compteurs, des VFD ou des instruments.
Cependant, la communication n’est pas seulement une question de matériel. Le protocole, l’adresse, la vitesse de transmission (baud rate), la table des registres, le blindage et la terminaison doivent également être confirmés.
IHM / Interface Opérateur

Certains systèmes PLC disposent d’un écran opérateur intégré. D’autres nécessitent une IHM séparée installée sur la porte de l’armoire.
L’IHM permet aux opérateurs de visualiser l’état du système, les alarmes, le mode de fonctionnement, l’état du moteur, les points de consigne et les informations de défaut.
Pour une armoire de commande, il est important de confirmer si l’IHM est requise, si elle est intégrée au PLC et quelles informations l’opérateur doit voir ou ajuster.
Borniers et câblage de terrain

Les borniers sont comme les ports d’une armoire de commande PLC.
Les signaux de terrain ne se connectent généralement pas directement aux modules du PLC. Ils entrent d’abord dans l’armoire par des borniers. De là, des fils internes connectent les signaux aux entrées du PLC, aux sorties, à l’alimentation, aux relais ou aux appareils de communication.
Les borniers sont donc les points d’entrée et de sortie de l’armoire de commande.
Par exemple :
- Les signaux des capteurs entrent dans l’armoire par les borniers.
- Les commandes de sortie du PLC sortent de l’armoire par les borniers.
- L’alimentation 24 VCC peut être distribuée via des borniers.
- Les câbles de communication peuvent également être connectés via des borniers.
Cela rend le câblage plus clair et plus facile à vérifier.
En cas de problème sur site, l’ingénieur peut d’abord tester le signal au niveau du bornier. Cela permet de confirmer si le problème se situe à l’extérieur de l’armoire, à l’intérieur de l’armoire ou à l’intérieur du PLC.
Pour une armoire PLC, les borniers doivent être disposés clairement pour les entrées numériques, les sorties numériques, les signaux analogiques, les câbles de communication, l’alimentation, le commun 0 V et la mise à la terre.
En termes simples :
Les borniers sont les ports de connexion entre l’armoire PLC et les appareils de terrain extérieurs.

Vous recherchez des appareillages triphasés et des tableaux de distribution testés en usine pour votre projet ?
Intégration PLC et MCC

Les moteurs sont l’un des dispositifs les plus largement utilisés dans les systèmes industriels.
Les pompes, ventilateurs, compresseurs, convoyeurs, mélangeurs, concasseurs, soufflantes et de nombreuses machines de production sont entraînés par des moteurs. Dans de nombreuses usines, systèmes d’eau, systèmes CVC et lignes de processus, le moteur est le dispositif final qui produit réellement le mouvement.
C’est pourquoi les moteurs sont l’un des appareils les plus couramment commandés par un PLC.
Si l’on compare un système automatisé au corps humain, le PLC est comme le cerveau et le système nerveux. Il reçoit des informations, traite la logique et envoie des commandes. Le moteur est comme la main ou le muscle. Il effectue l’action réelle.
Cependant, le PLC ne peut pas alimenter directement un moteur.
Un moteur a généralement besoin d’un courant élevé, d’une protection contre les courts-circuits, d’une protection contre les surcharges, d’un contrôle de démarrage et parfois d’un contrôle de vitesse. Ces fonctions sont gérées par le MCC, ou Centre de Commande de Moteurs.
Le MCC est le côté puissance et protection de la commande moteur. Il peut inclure :
- Disjoncteurs
- Des contacteurs
- Des relais de surcharge
- Des démarreurs progressifs
- VFD
- Des dispositifs de protection moteur
- Des bornes de puissance
- Bornes de commande
Le PLC est le côté logique et signal. Il décide quand le moteur doit démarrer, s’arrêter, s’alarmer, se réinitialiser ou changer de vitesse.
La relation est donc simple :
Le PLC décide de ce qui doit se passer.
Le MCC exécute l’opération de puissance moteur en toute sécurité.
Le moteur effectue le travail réel.
Par exemple, dans un système de pompage, le PLC peut recevoir un signal de niveau d’eau bas. Le PLC vérifie la logique : Le système est-il en mode automatique ? Le disjoncteur est-il fermé ? N’y a-t-il pas de déclenchement de surcharge ? Le VFD est-il en bon état ? Si toutes les conditions sont correctes, le PLC envoie une commande de démarrage au MCC.
Le MCC démarre alors le moteur via un contacteur, un démarreur progressif ou un VFD. Une fois le moteur démarré, le MCC renvoie des signaux de retour au PLC, tels que moteur en marche, déclenchement de surcharge, défaut VFD ou état local / distant.
Différentes structures de PLC, même objectif de contrôle

Les systèmes PLC ne se ressemblent pas toujours.
Différentes marques peuvent utiliser différents CPU, modules d’E/S, méthodes d’extension, modules de communication et conceptions d’IHM. Certains PLC sont compacts et intègrent le CPU, les E/S et l’écran dans un seul appareil. Certains PLC sont modulaires, avec un CPU, des E/S numériques, des E/S analogiques, des modules de communication et une IHM séparés.
La structure peut être différente, mais le but est le même :
recevoir des conditions, traiter la logique et envoyer des commandes.
C’est aussi pourquoi la configuration d’un PLC ne consiste pas toujours à utiliser le contrôleur le plus puissant. Dans de nombreux systèmes de contrôle industriels, l’objectif n’est pas d’utiliser un ordinateur aux performances les plus élevées. L’objectif est d’utiliser un contrôleur stable, compact, facile à entretenir et suffisant pour remplir la fonction de contrôle requise.
Un PLC est différent d’un ordinateur normal.
Un ordinateur est puissant et flexible, mais ce n’est pas toujours le meilleur choix pour le contrôle industriel. Un PLC est conçu pour les environnements industriels. Il peut exécuter une logique de commande simple pendant une longue période, gérer directement les signaux de terrain, fonctionner avec des circuits de commande 24 VCC, se connecter à des capteurs et des actionneurs, et fonctionner de manière fiable à l’intérieur d’une armoire de commande.
Dans de nombreux projets réels, le PLC n’a pas besoin d’effectuer des calculs compliqués. Il doit seulement répondre à des questions de contrôle pratiques :
- Le niveau d’eau est-il bas ?
- Le moteur est-il prêt ?
- Le VFD est-il en bon état ?
- Le système est-il en mode automatique ?
- La pompe doit-elle démarrer ?
- L’alarme doit-elle s’allumer ?
- L’équipement doit-il s’arrêter par protection ?
Pour ce genre de travail, un système PLC simple et robuste est souvent suffisant.
C’est la philosophie qui sous-tend de nombreuses armoires de commande PLC :
Le suffisant est bon. Le stable est préférable au compliqué.
Le PLC n’a pas besoin d’être surdimensionné si la tâche de contrôle est simple. Ce qui importe le plus, c’est que les points d’E/S soient suffisants, que les types de signaux soient corrects, que le câblage soit clair, que la logique soit fiable et que le système puisse fonctionner en toute sécurité pendant de nombreuses années.
Ainsi, lorsque vous examinez une armoire de commande PLC, ne vous concentrez pas uniquement sur la marque ou le numéro de modèle. La question la plus importante est :
Cette structure de PLC peut-elle recevoir les signaux requis, traiter la logique et commander l’équipement de manière fiable ?
Si la réponse est oui, alors la configuration du PLC est peut-être déjà adaptée au projet.
Vous recherchez des appareillages triphasés et des tableaux de distribution testés en usine pour votre projet ?
Conclusion
En termes simples, une armoire de commande PLC transforme les signaux en contrôle automatique.
Le PLC est le cerveau et le système nerveux de l’armoire de commande.
Les appareils de terrain fournissent les informations.
Le MCC et les moteurs effectuent l’action.
Un PLC n’a pas besoin d’être l’appareil le plus puissant. Il doit être stable, compact, robuste et suffisant pour la fonction de contrôle requise.
Pour de nombreux systèmes industriels, le suffisant est bon. En effet, la même idée peut s’appliquer à la vie et à la nature.
FAQ
Quel est l’objectif principal d’une armoire de commande PLC ?
L’objectif principal d’une armoire de commande PLC est de faire réagir un système automatiquement.
Elle reçoit des signaux des appareils de terrain, traite la logique à l’intérieur du programme du PLC et envoie des commandes à d’autres équipements.
Pourquoi utiliser un PLC plutôt qu’une commande manuelle ?
La commande manuelle dépend des personnes.
Un PLC peut surveiller les signaux et réagir automatiquement. Par exemple, si le niveau d’eau est bas, le PLC peut démarrer une pompe. Si un défaut survient, le PLC peut arrêter l’équipement et déclencher une alarme.
Pourquoi le CPU du PLC est-il appelé le cerveau de l’armoire ?
Le CPU du PLC reçoit des informations, traite la logique et envoie des commandes.
C’est comparable à la façon dont un cerveau reçoit des informations du corps, prend des décisions et envoie des instructions aux muscles.
Qu’est-ce que les E/S numériques dans un PLC ?
Les E/S numériques sont utilisées pour les signaux simples de type MARCHE/ARRÊT.
Elles n’ont que deux états, tels que 1 ou 0, en marche ou arrêté, défaut ou normal, ouvert ou fermé.
Qu’est-ce que les E/S analogiques dans un PLC ?
Les E/S analogiques sont utilisées pour les valeurs changeantes.
Elles aident le PLC à comprendre les conditions réelles telles que la température, la pression, le niveau, le débit, le courant, la tension ou la vitesse.
Le PLC reçoit-il directement la température ?
Pas toujours.
Par exemple, un capteur de température peut seulement changer sa résistance lorsque la température change. Le module d’entrée analogique mesure ce changement et le convertit en un nombre numérique. Après traitement, le PLC peut l’utiliser comme une valeur de température.
Quel est le rôle des borniers dans une armoire PLC ?
Les borniers sont les ports de connexion de l’armoire de commande PLC.
Les signaux de terrain entrent dans l’armoire par les borniers, et les commandes de sortie du PLC sortent de l’armoire par les borniers.
Pourquoi un PLC se connecte-t-il à un MCC ?
Les moteurs sont largement utilisés dans les systèmes industriels.
Le PLC décide quand un moteur doit démarrer, s’arrêter, se réinitialiser ou changer de vitesse. Le MCC gère la puissance du moteur, la protection, les contacteurs, les relais de surcharge, les démarreurs progressifs ou les VFD.
Le PLC alimente-t-il directement le moteur ?
Non.
Le PLC envoie des commandes de contrôle. Le MCC ou l’équipement de démarrage du moteur gère la puissance réelle du moteur.